Chapter 2 - Design using flexures
Chapter 10 - Design for manufacturability
Flexure assembly by brazing
Problem description
Flexure based mechanisms often contain multiple basic flexure elements as building blocks, for example leafsprings or wire-flexures. Assembly of these elements without hysteresis and with proper alignment can be challenging. To avoid these assembly difficulties, flexure mechanisms are often created as a monolithic structure which generally leads to complex geometrical shapes. This requires advanced manufacturing methods, such as EDM, and processing in multiple orientations, significantly increasing cost. A potential method to reduce cost is by assembling flexure mechanisms from individual parts while maintaining proper alignment and low hysteresis using vacuum brazing.
Concept: Vacuum brazing
In this example a multi-leaf coaxial torsion hinge will be assembled and joined by brazing. The multi leaf coaxial torsion hinge is compliant in a single rotational movement while the other directions are constrained [1-3]. In this case the flexure mechanism consists of twelve leaf leafsprings mounted in between two flat circular plates, as shown in Figure 1. Note that this mechanism is complex and expensive to manufacture as a monolithic part.
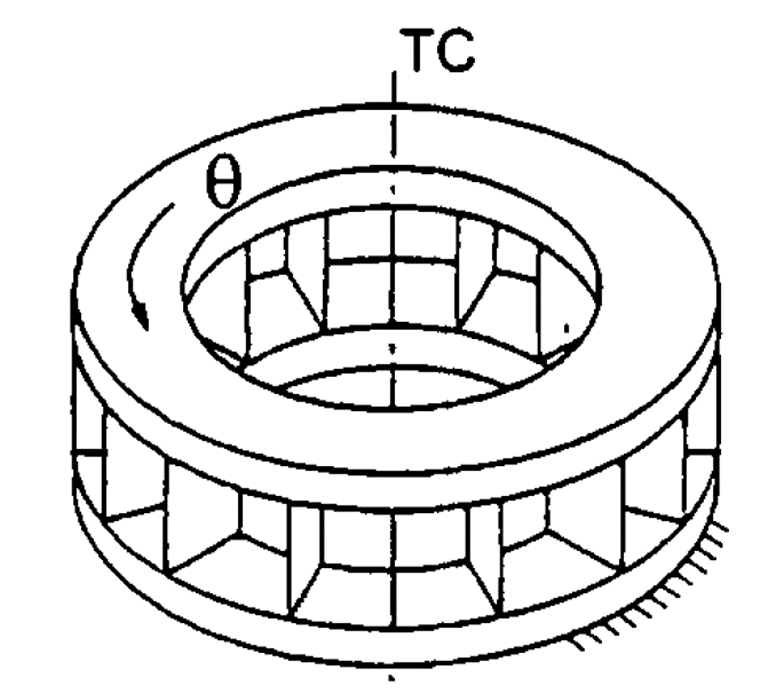
Figure 1. Example of a multi-leaf coaxial torsion hinge [3].
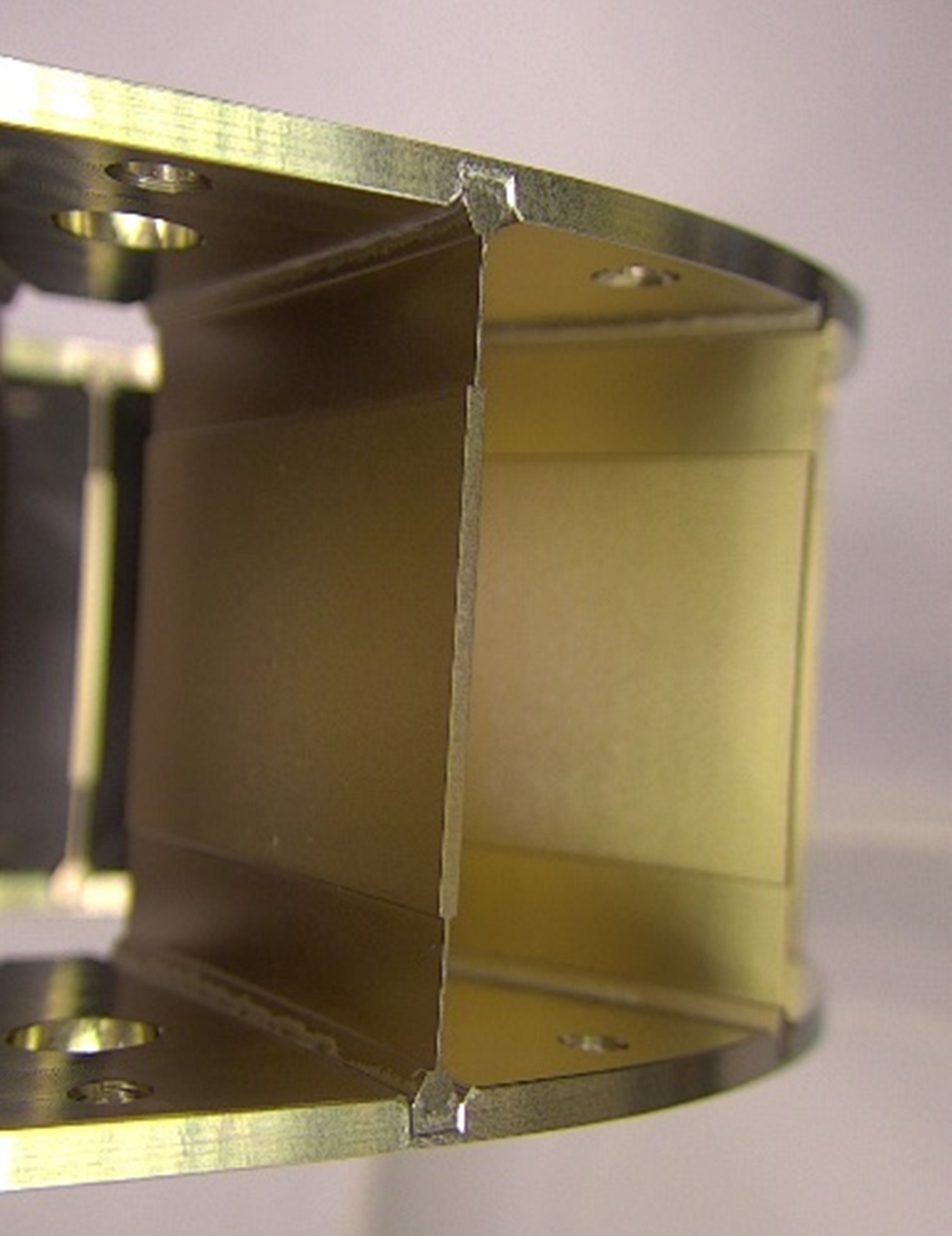
Figure 2. Vacuum brazed assembly
In this case, the individual leaf springs were made by wire EDM from a spring steel with a high yield stress. The upper and lower plates were made as two identical milled parts from regular stainless steel. Assembly was done by vacuum brazing, shown in Figure 2. In this process the parts are assembled without any adhesive and are temporarily fixed by spot welding or by clamps. The gaps between the leaf springs and top and bottom plates are defined by design. Small features such as v-grooves are included in the design of the leaf springs and top and bottom plates that allow small grains of brazing material to be placed close to the gaps. The parts are then placed inside a vacuum furnace. As the temperature increases, brazing material melts and capillary pull into the gaps. This heat cycle can be combined with heat treatment of the leaf springs to obtain optimal fatigue properties.
References
- P. J. Geary. Torsion devices. Journal of Electronics and Control, 5(5):483–496, 1958.
- Bassière, E. Gaignebet, and Pierre Nicolau. Métrologie générale théorie de la mesure, les instruments et leur emploi. Dunod, Paris, 1966.
- Schellekens, N. Rosielle, H. Vermeulen, M. Vermeulen, S. Wetzels, and W. Pril. Design for precision: Current status and trends. CIRP Annals, 47(2):557–586, 1998.
Developed by
- Rick Baade (VDL ETG)
Brazing in collaboration with VDL ETG Switzerland AG (Trubbach)